Remember in Module 1: Cold Eyes, Hot Line: Finding Operational Balance, how we talked about things shifting and changing in your facility? Little tweaks here and there can lead to big imbalances if we’re not paying attention. That’s where a “cold eyes” review comes in – taking a step back to see the bigger picture. Because ultimately, we’re aiming for something more than just spotting problems. We want a smooth, efficient operation, where everything works together.
The Symphony of Balance: Setting the Stage
Imagine a symphony where every instrument plays in perfect harmony. That’s the goal of a balanced manufacturing line. But how do you achieve it? Trying to get a perfectly balanced manufacturing line is an ongoing journey. Making improvements in one area often reveals opportunities in another. Over time, the system will get faster, but without a clear target, you risk endlessly chasing improvements without a sense of accomplishment. To achieve a balanced line, you need to establish a “takt time” throughout your facility.
Takt time, is the rate at which you need to produce units to meet customer demand. It ensures that every step in the process is synchronized to deliver the required output.
Setting Your Tempo: Calculating Your Target
The easiest way to determine your target is to consider your production demand. If your line needs to produce 300 kits per day, 20 tests per week, or even 1 assembly per year, you can translate this into a target for each step in a continuous flow environment.
Let’s take the example of a line that needs to produce 48 parts per shift. This means every step in the line must produce at this rate to meet the goal.
Here’s how to calculate the takt time: Takt Time = Available Production Time / Required Output
In our example: Takt Time = 480 minutes / 48 parts = 10 minutes per part
This means each step should aim to complete one part every 10 minutes. Remember to include contingency time in your calculations to account for unexpected events like quality issues, downtime, and breaks.
Addressing the Bottleneck: Rebalancing the Line
Let’s revisit the unbalanced line we talked about in Module 1:
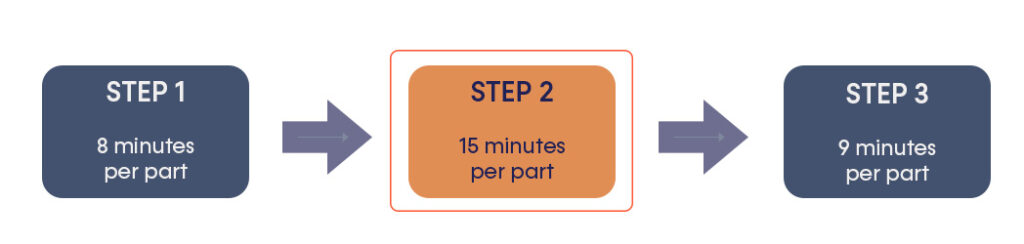
See that bottleneck at step two? It’s slowing everything down! A bottleneck is the slowest step in the process, and it limits the speed of the entire line. Speeding up the other steps won’t help.
Fine-Tuning the Process: Solutions for Bottlenecks
Depending on the operation, there are several solutions to speed up bottleneck steps. Beyond completely redesigning the process (which can be costly and risky), consider these options:
Serial Manufacturing: Breaking Down the Task
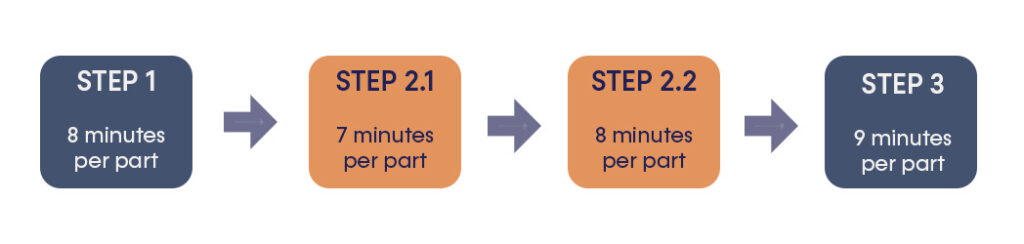
Split the work procedures for step 2 in half, creating two steps and reducing the workload for each operator. Now, the bottleneck shifted to step 3 — cycle time reduced from 15 minutes to 9 minutes. Capacity gain of 40%.
Parallel Manufacturing: Duplicating the Effort
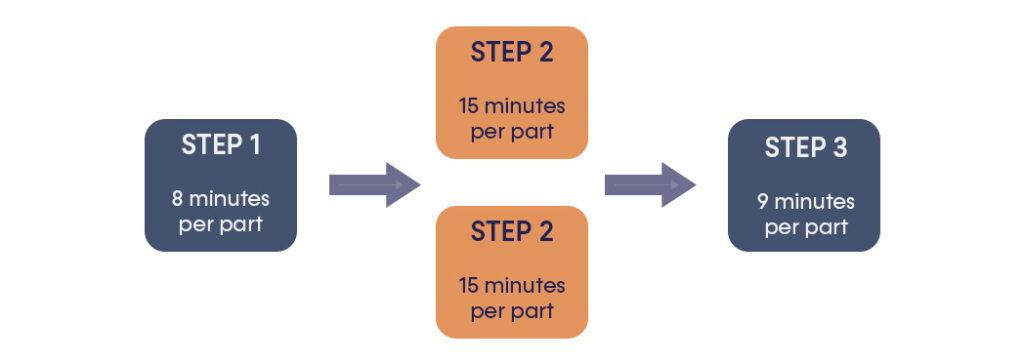
Duplicate the work center for step 2, producing two parts every 15 minutes, or one part every 7.5 minutes on average. We see the same capacity gain as serial manufacturing with the same number of workers.
Choosing Your Approach: Serial vs. Parallel
Use Serial Manufacturing When:
- Tasks are repetitive, and quality depends on individual task completion.
- Cross-training is extensive, allowing team members to fill critical roles.
- Specialized and expensive equipment limits duplication.
- Advantages: Improved individual task quality. Disadvantages: increased task handoffs.
Use Parallel Manufacturing When:
- Quality depends on the completion and integration of the entire system.
- Highly skilled or specialized roles are required.
- Dividing production steps doesn’t make sense.
- Advantages: Faster output for specialized tasks. Disadvantages: Requires duplicate equipment/specialized workers.
Your Turn to Conduct: Taking Action
- Analyze your own production line and identify potential bottlenecks.
- Calculate the takt time for your key processes.
- Consider if serial or parallel manufacturing is right for your process.
Have questions about line balancing? Let’s talk! Schedule a consultation.
Stay tuned for Module 3, where we’ll look at volatility and how to manage it.