¿Recuerdan en el Módulo 1: Análisis crítico, línea directa: Encontrando el equilibrio operativo ? ¿Cómo hablamos sobre los cambios en sus instalaciones? Pequeños ajustes puntuales pueden generar grandes desequilibrios si no prestamos atención. Ahí es donde entra en juego una revisión crítica : dar un paso atrás para ver el panorama general. Porque, en definitiva, buscamos algo más que simplemente detectar problemas. Queremos una operación fluida y eficiente, donde todo funcione en conjunto.
La sinfonía del equilibrio: preparando el escenario
Imagine una sinfonía donde todos los instrumentos suenan en perfecta armonía. Ese es el objetivo de una línea de fabricación equilibrada. Pero ¿cómo lograrlo? Lograr una línea de fabricación perfectamente equilibrada es un proceso continuo. Mejorar en un área suele revelar oportunidades en otra. Con el tiempo, el sistema se volverá más rápido, pero sin un objetivo claro, se corre el riesgo de buscar mejoras sin parar sin una sensación de logro. Para lograr una línea equilibrada, es necesario establecer un "tiempo de ciclo" en todas las instalaciones.
El tiempo takt es la velocidad a la que se necesitan producir unidades para satisfacer la demanda del cliente. Garantiza que cada paso del proceso esté sincronizado para obtener el resultado requerido.
Establecer tu ritmo: calcular tu objetivo
La forma más sencilla de determinar su objetivo es considerar su demanda de producción. Si su línea necesita producir 300 kits al día, 20 pruebas a la semana o incluso un conjunto al año, puede convertir esto en un objetivo para cada paso en un entorno de flujo continuo.
Tomemos el ejemplo de una línea que necesita producir 48 piezas por turno. Esto significa que cada etapa de la línea debe producir a este ritmo para alcanzar el objetivo.
Aquí se explica cómo calcular el tiempo takt: Tiempo takt = Tiempo de producción disponible / Producción requerida
En nuestro ejemplo: Takt Time = 480 minutos / 48 partes = 10 minutos por parte
Esto significa que cada paso debe tener como objetivo completar una parte cada 10 minutos. Recuerde incluir el tiempo de contingencia en sus cálculos para contemplar imprevistos como problemas de calidad, tiempos de inactividad y roturas.
Abordar el cuello de botella: reequilibrar la línea
Repasemos la línea desequilibrada de la que hablamos en Módulo 1:
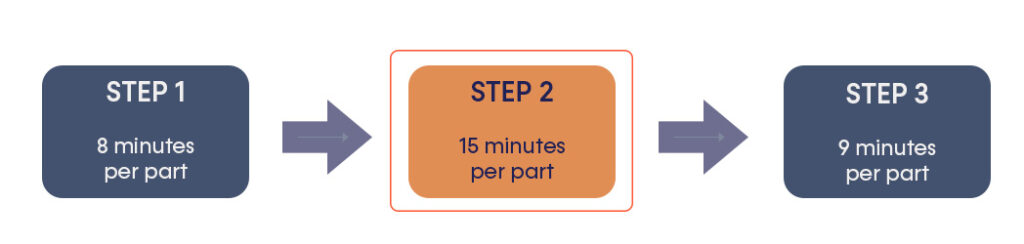
¿Ves ese cuello de botella en el paso dos? ¡Está ralentizándolo todo! Un cuello de botella es el paso más lento del proceso y limita la velocidad de toda la línea. Acelerar los demás pasos no servirá de nada.
Afinando el proceso: Soluciones para los cuellos de botella
Dependiendo de la operación, existen varias soluciones para agilizar los pasos que generan cuellos de botella. Además de rediseñar completamente el proceso (lo cual puede ser costoso y arriesgado), considere estas opciones:
Fabricación en serie: Desglosando la tarea
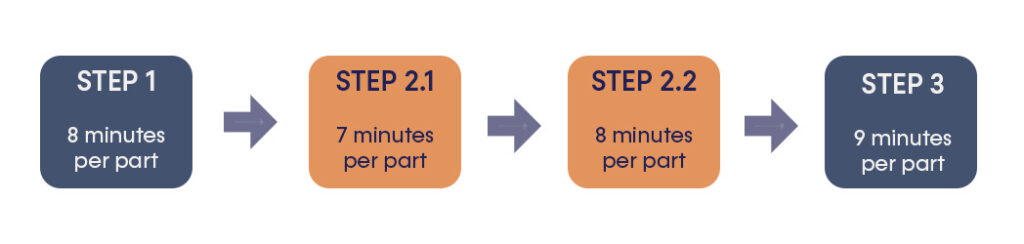
Dividimos los procedimientos de trabajo del paso 2 a la mitad, creando dos pasos y reduciendo la carga de trabajo de cada operador. Ahora, el cuello de botella se trasladó al paso 3: el tiempo de ciclo se redujo de 15 a 9 minutos. Aumento de la capacidad del 40 %.
Fabricación paralela: duplicando el esfuerzo
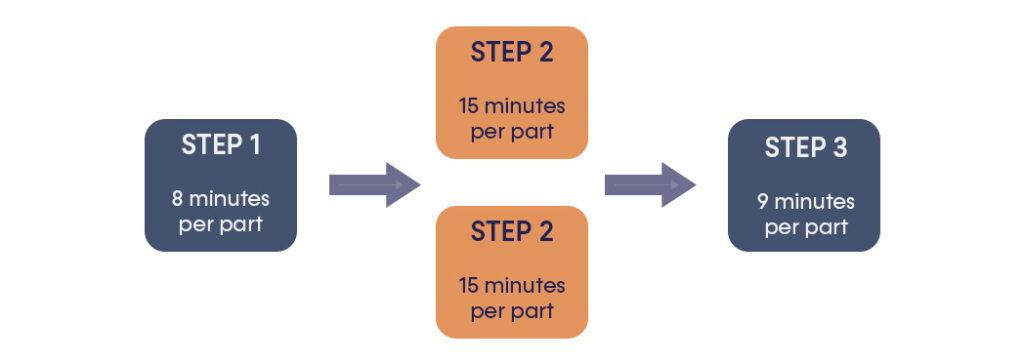
Duplicar el centro de trabajo para el paso 2, produciendo dos piezas cada 15 minutos, o una pieza cada 7,5 minutos en promedio. Se observa el mismo aumento de capacidad que en la fabricación en serie con el mismo número de trabajadores.
Eligiendo su enfoque: serie vs. paralelo
Utilice la fabricación en serie cuando:
- Las tareas son repetitivas y la calidad depende de la finalización de cada tarea individual.
- La capacitación cruzada es exhaustiva y permite que los miembros del equipo ocupen roles críticos.
- Los equipos especializados y costosos limitan la duplicación.
- Ventajas: Mejora de la calidad de las tareas individuales. Desventajas: Mayor transferencia de tareas.
Utilice la fabricación paralela cuando:
- La calidad depende de la finalización e integración de todo el sistema.
- Se requieren roles altamente calificados o especializados.
- Dividir los pasos de producción no tiene sentido.
- Ventajas: Mayor rapidez en la producción de tareas especializadas. Desventajas: Requiere equipos duplicados o personal especializado.
Tu turno para actuar: tomar acción
- Analice su propia línea de producción e identifique posibles cuellos de botella.
- Calcula el takt time para tus procesos clave.
- Considere si la fabricación en serie o en paralelo es adecuada para su proceso.
¿Tienes preguntas sobre el balanceo de línea? ¡Hablemos! Agenda una consulta.
Manténgase atento al Módulo 3, donde analizaremos la volatilidad y cómo gestionarla.